



01 Biezu plākšņu lāzera loka hibrīdmetināšana
Biezu plākšņu (biezums ≥ 20 mm) metināšanai ir galvenā loma lielu iekārtu ražošanā tādās svarīgās jomās kā aviācija, navigācija un kuģubūve, dzelzceļa transports utt. Šīm sastāvdaļām parasti raksturīgs liels biezums, sarežģītas savienojumu formas un sarežģītas ekspluatācijas vides. Metināšanas kvalitātei ir tieša ietekme uz iekārtu veiktspēju un kalpošanas laiku. Lēnā metināšanas ātruma un nopietnu šļakatu problēmu dēļ tradicionālā gāzes aizsargmetināšanas metode saskaras ar tādām problēmām kā zema metināšanas efektivitāte, augsts enerģijas patēriņš un liels atlikušais spriegums, kas apgrūtina arvien pieaugošo ražošanas prasību izpildi. Tomēr lāzera loka hibrīdmetināšanas tehnoloģija atšķiras no tradicionālās metināšanas tehnoloģijas. Tā veiksmīgi apvieno priekšrocības, ko sniedzlāzera metināšanaun loka metināšanai, un tai piemīt liels iespiešanās dziļums, ātrs metināšanas ātrums, augsta efektivitāte un labāka metināšanas kvalitāte, kā parādīts 1. attēlā. Tāpēc šī tehnoloģija ir piesaistījusi plašu uzmanību un ir sākusi tikt pielietota dažās galvenajās jomās.
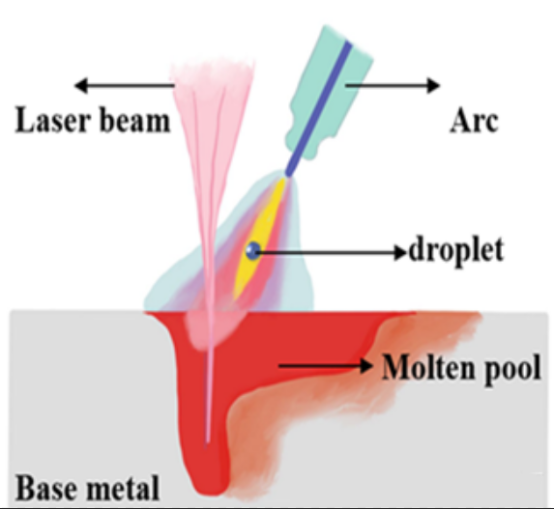
1. attēls. Lāzera loka hibrīdmetināšanas princips
02 Biezu plākšņu lāzera loka hibrīdmetināšanas pētījumi
Norvēģijas Rūpniecības tehnoloģiju institūts un Lūles Tehnoloģiju universitāte Zviedrijā pētīja 45 mm bieza mikroleģēta augstas stiprības zemleģētā tērauda kompozītmateriālu metināto savienojumu strukturālo vienmērīgumu ar jaudu līdz 15 kW. Osakas Universitāte un Ēģiptes Centrālais metalurģijas pētniecības institūts izmantoja 20 kW šķiedru lāzeru, lai veiktu pētījumus par biezu plākšņu (25 mm) vienvirziena lāzera loka hibrīdmetināšanas procesu, izmantojot apakšējo līnijmateriālu, lai atrisinātu apakšējā izciļņa problēmu. Dānijas uzņēmums Force Technology Company izmantoja divus 16 kW disku lāzerus virknē, lai veiktu pētījumus par 40 mm biezu tērauda plākšņu hibrīdmetināšanu ar jaudu 32 kW, norādot, ka lielas jaudas lāzera loka metināšana ir paredzēta jūras vēja elektrostaciju torņu pamatu metināšanā, kā parādīts 2. attēlā. Harbin Welding Co., Ltd. ir pirmā valstī, kas apguvusi lielas jaudas cietā lāzera kausēšanas elektrodu loka hibrīdmetināšanas ar siltuma avotu pamattehnoloģiju un iekārtu integrācijas tehnoloģiju. Tā ir pirmā reize manā valstī, kad lielas jaudas cietā lāzera divu vadu kausēšanas elektrodu loka hibrīdmetināšanas tehnoloģija un iekārtas tiek veiksmīgi pielietotas augstas klases iekārtās. ražošana.
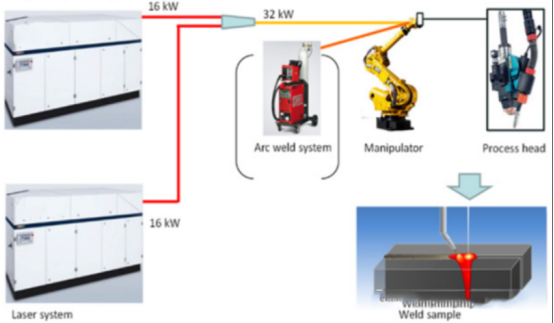
2. attēls. Lāzera uzstādīšanas izkārtojuma shēma
Saskaņā ar pašreizējo biezu plākšņu lāzera loka hibrīdmetināšanas pētījumu stāvokli gan mājās, gan ārzemēs, var redzēt, ka, apvienojot lāzera loka hibrīdmetināšanas metodi un šauru spraugu rievu, var panākt biezu plākšņu metināšanu. Kad lāzera jauda pārsniedz 10 000 vatus, augstas enerģijas lāzera apstarošanas rezultātā mainās materiāla iztvaikošanas uzvedība, lāzera un plazmas mijiedarbības process, izkausētās vannas plūsmas stabilais stāvoklis, siltuma pārneses mehānisms un metinājuma metalurģiskā uzvedība. Palielinoties jaudai virs 10 000 vatiem, jaudas blīvuma palielināšanās pastiprinās iztvaikošanas pakāpi apgabalā ap mazo caurumu, un atsitiena spēks tieši ietekmēs mazā cauruma stabilitāti un izkausētās vannas plūsmu, tādējādi ietekmējot metināšanas procesu. Šīm izmaiņām ir ievērojama ietekme uz lāzera un tā kompozītmateriālu metināšanas procesu ieviešanu. Šīs metināšanas procesa raksturīgās parādības tieši vai netieši zināmā mērā atspoguļo metināšanas procesa stabilitāti un var pat noteikt metinājuma kvalitāti. Divu siltuma avotu – lāzera un loka – savienojošais efekts var likt abiem siltuma avotiem pilnībā izpausties to īpašībām un iegūt labākus metināšanas rezultātus nekā vienkārša lāzera metināšana un loka metināšana. Salīdzinot ar lāzera autogēno metināšanas metodi, šai metināšanas metodei ir tādas priekšrocības kā spēcīga spraugas pielāgošanās spēja un liels metināmais biezums. Salīdzinot ar biezu plākšņu metināšanas metodi ar šauru spraugu lāzera stieples aizpildīšanu, tai ir tādas priekšrocības kā augsta stieples kausēšanas efektivitāte un labs rievu saplūšanas efekts. Turklāt lāzera pievilkšanās lokam uzlabo loka stabilitāti, padarot lāzera loka hibrīdmetināšanu ātrāku nekā tradicionālā loka metināšana.lāzera pildvielas stieples metināšanaar relatīvi augstu metināšanas efektivitāti.
03 Lieljaudas lāzera loka hibrīdmetināšanas pielietojums
Kuģu būves nozarē plaši tiek izmantota lieljaudas lāzera loka hibrīdmetināšanas tehnoloģija. Meyer kuģu būvētava Vācijā ir izveidojusi 12 kW CO2 lāzera loka hibrīdmetināšanas ražošanas līniju korpusa plakano plākšņu un stingrinātāju metināšanai, lai vienā piegājienā panāktu 20 m garu filejas metinājumu veidošanos un samazinātu deformācijas pakāpi par 2/3. GE izstrādāja šķiedru lāzera loka hibrīdmetināšanas sistēmu ar maksimālo izejas jaudu 20 kW USS Saratoga lidmašīnu bāzes kuģa metināšanai, ietaupot 800 tonnas metinājuma metāla un samazinot cilvēkstundas par 80%, kā parādīts 3. attēlā. CSSC 725 izmanto 20 kW šķiedru lāzera lieljaudas lāzera loka hibrīdmetināšanas sistēmu, kas var samazināt metināšanas deformāciju par 60% un palielināt metināšanas efektivitāti par 300%. Shanghai Waigaoqiao kuģu būvētava izmanto 16 kW šķiedru lāzera lieljaudas lāzera loka hibrīdmetināšanas sistēmu. Ražošanas līnijā tiek izmantota jauna lāzera hibrīdmetināšanas + MAG metināšanas procesa tehnoloģija, lai panāktu 4–25 mm biezu tērauda plākšņu vienpusēju metināšanu un divpusēju formēšanu. Lieljaudas lāzera loka hibrīdmetināšanas tehnoloģija tiek plaši izmantota bruņumašīnās. Tās metināšanas raksturlielumi ir: liela biezuma sarežģītu metāla konstrukciju metināšana, zemas izmaksas un augstas efektivitātes ražošana.

3. attēls. Lidmašīnu bāzes kuģis USS Sara Toga
Lieljaudas lāzera loka hibrīdmetināšanas tehnoloģija sākotnēji ir pielietota dažās rūpniecības jomās un kļūs par svarīgu līdzekli lielu konstrukciju efektīvai ražošanai ar vidēju un lielu sienu biezumu. Pašlaik trūkst pētījumu par lieljaudas lāzera loka hibrīdmetināšanas mehānismu, kas ir jāturpina stiprināt, piemēram, fotoplazmas un loka mijiedarbība un loka un kausējuma vannas mijiedarbība. Lieljaudas lāzera loka hibrīdmetināšanas procesā joprojām ir daudz neatrisinātu problēmu, piemēram, šaurs procesa logs, nevienmērīgas metinājuma struktūras mehāniskās īpašības un sarežģīta metināšanas kvalitātes kontrole. Pakāpeniski palielinoties rūpnieciskās klases lāzeru izejas jaudai, strauji attīstīsies lieljaudas lāzera loka hibrīdmetināšanas tehnoloģija, un turpinās parādīties dažādas jaunas lāzera hibrīdmetināšanas tehnoloģijas. Lokalizācija, liela mēroga un intelektualizācija būs svarīgas tendences lieljaudas lāzera metināšanas iekārtu attīstībā nākotnē.
Publicēšanas laiks: 2024. gada 24. aprīlis











